We made two unorthodox decisions for this project.
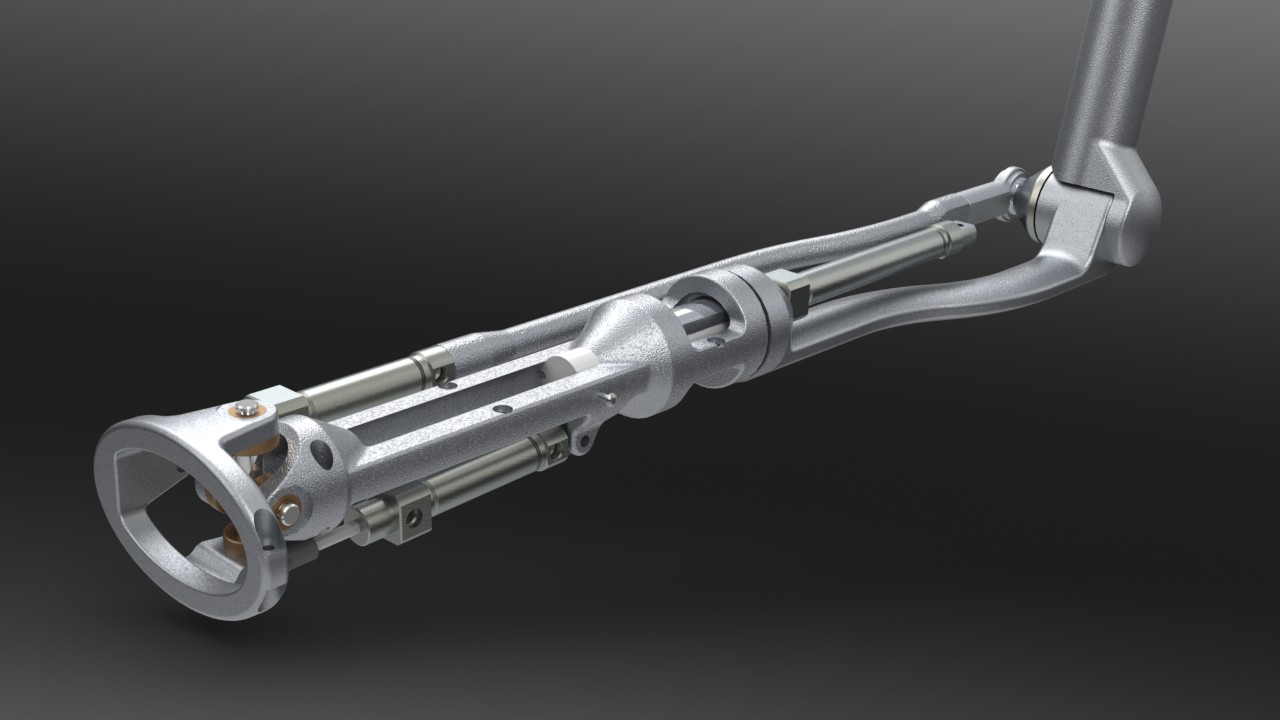
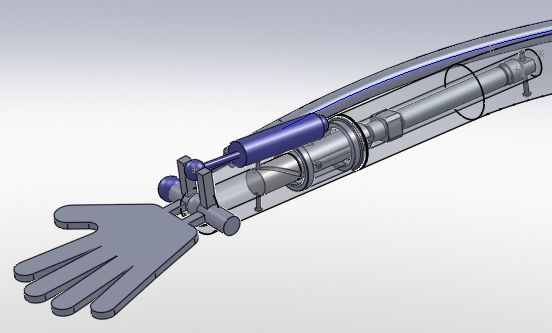
First, we chose to use passive hydraulics instead of either an electric servo-driven hand or powered hydraulics/pneumatics. This was an attempt at both simplicity and “free” force-feedback.
Second, we chose to use water as our working fluid. We wanted something safe and as low-viscosity as possible due to the large number of small-diameter lines and fittings used in the hand.
Here’s what I didn’t know about water: it has air dissolved in it, and that air will come out at the slightest drop in pressure. Given that water in the tap is generally at around 80 psi, even bringing it to atmospheric pressure causes bubbles to dissolve out. Likewise, in certain conditions a vacuum is created in our lines. When this happens, force-sapping, feedback-killing air bubbles appear in the tubes.
To prevent this, I attempted using a MityVac to vacuum the air out of the water.

My thinking is that a) the vacuum from the MityVac is greater than the vacuum created in our system and b) any small air bubbles which fail to get removed by the bleeding process will dissolve back into the water, thus the system becomes “self-bleeding” for small amounts of air.
A test with the “vacuumed” water and two cylinders with short lines suggested that this technique works until large amounts of vacuum occur. It also suggests that there may be some air leakage through the nose seal on the cylinder under vacuum conditions, but the rear circuit appears to be well sealed.
I’ll repeat the test using a “real” vacuum pump to prepare the water.